剪板机间隙调整标准-浙江鑫联控股有限公司
Website Home
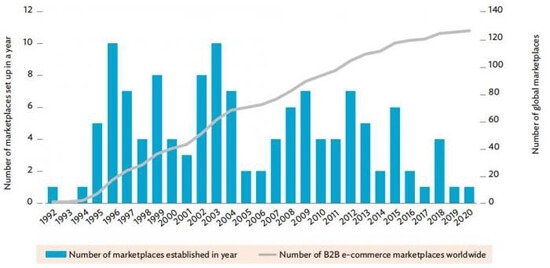
剪板机上下剪刃的间隙根据所剪切材料厚度不同需调整至不同的间隙,一般以材料厚度的10%为间隙,松开下剪刃座的固定螺丝,拧动正面的调节螺丝调整间隙,用塞尺检查间隙值。更换剪刀时如果间隙不一致(直线度不好),可通过加减垫片方式调整,必要时可将上下剪刃座大修(用龙门刨床重新加工),保证剪刃座的直线度调顶丝最好 (2)不要独自1人操作剪板机,应由2-3人协调进行送料、控制尺寸精度及取料等,并确定由1人统一指挥。 (3)要根据规定的剪板厚度,调整剪板机的剪刀间隙。不准同时剪切2种不同规格、不同材质的板料;不得叠料剪切。剪切的板料要求表面平整,不准剪切无法压紧的较窄板料。 (4)剪板机的皮带、飞轮、齿轮以及轴等运动部位必须安装防护罩。 (5)剪板机操作者送料的手指离剪刀口应保持最少200mm以外的距离,并且离开压紧装置。在剪扳机上安置的防护栅栏不能挡住操作者眼睛而看不到裁切的部位。作业后产生的废料有棱有角,操作者应及时清除,防止被刺伤、割伤。 倍伺特折弯机维修专家剪板机的刀口间隙可不是谁都可以调的,不是专业人员最好不要自己调,在这剪板机刀片提醒您在调整剪板机的刀口间隙的时候一定要小心谨慎,最好是在有技工师傅的看护下再调整剪板机的刀口缝隙,这样不会出现故障。首先要看你的机子是换刀后调间隙,还是维修调整,如果是全乱的,那就要一步一步的慢慢调。将示数调至50丝,从头开始间隔一格用塞尺调校一下,对各种不同厚度的板料,刃口间隙各有不同,间隙的大小与板厚关系值见图表,调整刃口间隙时,用手旋转飞轮,使上刀架至下死点,将工作台上固定刀片的螺钉松开,根据剪板厚度确定间隙值,用塞尺在刀刃全长上加以测量,此时振动飞轮使上刀架上下运动数次,逐渐慢慢紧固螺栓、螺母、调整刃口间隙值达到要求为止,然后将工作台固定刀刃的全部螺栓紧固,再一次复核间隙值,直到达到要求为止。将另一个没有调的再从头调校一下,最后将刀口示数调至零。这时再做细致调整。这时零位你要保证三丝能入五丝不能入便可以了。记得它的镙丝都是一拉一支或一拉两支,千万要认真,否则会咬刀的。 倍伺特折弯机维修专家液压闸式剪板机刀片间隙由怎么调整?液压闸式剪板机1.上刀架采用闸式结构。2.采用三点式支承滚动导轨。前预压导轨使刀架始终贴在后上滚轮和后下滚轮上,往复运动无间隙。3.下支点固定,精度保持性好。4.上刀架采用内倾结构,便于落料,提高了制件的精度。5.剪切角可调,剪切角调整采用按钮控制,方便快捷。6.剪切薄板时,可将剪切角调小,制件的扭曲度可减少到最低,切口平直无毛刺。7.刀片间隙调整方便,提高了剪切质量。刀片间隙值采用数字显示。8.矩形刀片,四个刃口均可使用,使用寿命长,修磨方便。9.活动式刀片支座,方便调节刀片间隙均匀度,提高剪切质量,延长刀片使用寿命。10.球形滚珠托料台,方便用户剪切喂料。11.垂直于下刀片的带尺前挡料器适应用户前定位操作要求。倍伺特折弯机维修专家液压闸式剪板机1.上刀架采用闸式结构。2.采用三点式支承滚动导轨。前预压导轨使刀架始终贴在后上滚轮和后下滚轮上,往复运动无间隙。3.下支点固定,精度保持性好。4.上刀架采用内倾结构,便于落料,提高了制件的精度。5.剪切角可调,剪切角调整采用按钮控制,方便快捷。6.剪切薄板时,可将剪切角调小,制件的扭曲度可减少到最低,切口平直无毛刺。7.刀片间隙调整方便,提高了剪切质量。刀片间隙值采用数字显示。8.矩形刀片,四个刃口均可使用,使用寿命长,修磨方便。9.活动式刀片支座,方便调节刀片间隙均匀度,提高剪切质量,延长刀片使用寿命。10.球形滚珠托料台,方便用户剪切喂料。11.垂直于下刀片的带尺前挡料器适应用户前定位操作要求。剪板机刀口的间隙:按所剪切板厚度的(1/10—1/20)进行适当的调整。电动机组装时各部间隙的调整标准是:(1)电动机空气间隙的最大值与最小值之差,不得大于平均值的10%。2)轴承油盖与轴的间隙之差,不得大于10%。(3)风挡间隙最小值不得小于0.2mm,最大值不得大于1mm。(4)转子轴向窜动值应为2~4mm(轴瓦电动机)。